
 Новости
Новости
 Отчеты
Отчеты
 Блоги
Блоги
 Статьи
Статьи
 Фото
Фото
 Видео
Видео
 Рыбаки
Рыбаки
 Клубы
Клубы
 Форум
Форум
 Карта
Карта
 Обзоры
Обзоры
 Каталог
Каталог
 Барахолка
Барахолка
Изготовление приманок в домашних условиях
Блесны.Изготовление блесен складывается в основном из следующих операций: вырезание контура будущей приманки из листового металла (вырубка зубилом или выпиливание ножовкой, если металл толстый), сверление или пробивание отверстий, создание различных насечек (чешуя, глаза и т.п.), опиливание краев заготовки и оснастка.

Вырезать контур будущей блесны можно обычными ножницами для резки металла. Чтобы получить одинаковые по форме заготовки, используют способ листовой штамповки. Рабочими инструментами для штамповки служат пуансон и матрица, изготовленные из листовой стали повышенного качества. Однако когда необходимо сделать небольшое количество деталей (до IOO), то пуансон и матрицу делают из углеродистой стали. Инструмент закаливают и отпускают. Толщина листового материала для пуансона и матрицы от 0,5 до 2 мм. Точность их изготовления должна быть высокой - с минимальным зазором между матрицей и пуансоном. Чем он меньше, тем более точными получаются заготовки, которые потом почти не требуют дополнительной обработки.
Сборка штампа несложна (рис. 1,а). Две пружинящие пластины из стали толщиной 1-2 мм склеивают под углом 20-30 градусов. Матрицу крепят к нижней пластине ближе к краю. Пуансон вставляют в матрицу, зазор между ними заполняют 4-5 центрирующими вставками из очень тонкой фольги. Верхнюю пластинку штампа прижимают к пуансону с матрицей и сверлят два-три отверстия под заклепки, крепящие пуансон к верхней пластине.
В любительской практике для создания усилий при изготовлении заготовок методом листовой штамповки вполне достаточно самодельного рычажного пресса, с помощью которого можно создать давление 800-1000 кг (рис. 1,б).
Если листовой металл толстый и его нельзя резать, то заготовку вырубают зубилом. Сначала на металле чертилкой рисуют контур будущей заготовки, а затем ее вырубают на массивном и ровном куске металла (наковальне, куске балки или рельса). После вырубки заготовку обрабатывают в тисках сначала драчевым, затем личным напильниками.
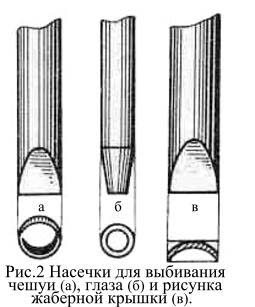
Отверстия под заводные кольца сверлят обычно с помощью дрели с подходящим по диаметру сверлом. Если дрели нет, то отверстия можно сделать пробойником. Рисунок чешуи, глаз, жаберных крышек наносят на заготовку блесны с помощью многопозиционных и однопозиционных насечек. Учитывая легкость изготовления, предлагается делать однопозиционные насечки из прутковой углеродистой (качественной) или инструментальной стали. Трех размеров насечек вполне хватает для изготовления блесен всех размеров. Диаметр пруткового материала 4,5; 6 и 7,5 мм.
Круглым напильником подходящего диаметра заготовку обрабатывают так, как это показано на рисунке 2,а. Толщина кромки рабочей части насечки должна быть не менее 0,4 мм. Насечку закаливают полностью, затем отпускают.
Насечка для выбивания глаза на блесне (рис. 2,б) похожа по форме на пробойник. Диаметр насечек для глаз также трех размеров: 3,5; 5 и 7 мм.
Насечку для создания рисунка жаберной крышки (рис. 2,в) делают из подходящего куска соответствующей стали. Размер рабочей части насечки может быть одинаковым для всех блесен, но не менее 35 мм. При нанесении рисунка на маленькую блесну используют лишь часть длины насечки.

При работе между наковальней и заготовкой блесны подкладывают лист дюралюминия или другого металла средней твердости. Рисунок получается более рельефным.
При изготовлении металлических рыболовных приманок большое значение приобретает обработка их поверхности. От того, как обработана поверхность приманки, чем она покрыта (серебром или никелем), как раскрашена, во многом зависит ее уловистость.
Металлическую поверхность независимо от типа металла можно обработать двумя способами. Первый способ - механическая обработка с помощью абразивных материалов и полировочных паст. Второй - химическая обработка, с помощью которой можно провести весь комплекс обработки металлической поверхности от снятия окалины до полировки.
Существует множество способов изготовления металлических блесен. Мы же рассмотрим только четыре, но они помогут дать толчок изобретательской мысли мастера.
1. Матрицу отливают из свинца, а пуансон - по матрице из более легкоплавкого металла или сплава (припои ПОС-61, ПОС-40).
В металлическую коробочку размером, несколько большим, чем блесна, до половины наливают расплавленный свинец. Блесну, которую необходимо скопировать (или модель новой блесны из алюминия), вдавливают в еще не затвердевший свинец так, чтобы она погрузилась в него всей выпуклый поверхностью. Когда свинец полностью остынет, блесну извлекают и проверяют четкость отпечатка. Если он неудачен, то процесс повторяют до получения четкого отпечатка.

Полученную матрицу (рис. 3) и бортики коробки (она должна быть из нелуженой жести) покрывают графитом. Для этого используют простой карандаш твердостью Т или ТМ. Если нет подходящей коробочки из металла, ее склеивают из нескольких слоев бумаги, используя силикатный конторский клей (жидкое стекло). Внутреннюю поверхность коробочки промазывают клеем несколько раз.
Покрытую графитом матрицу заливают расплавленным припоем (ПОС-61, ПОС-40). После остывания пуансон и матрицу извлекают из коробочки. Инструмент готов.
Из отожженного листа меди или латуни вырезают заготовку будущей блесны, делая ее контуры на 1-1,5 мм больше контуров углубления матрицы. Заготовку помещают точно над углублением матрицы. Для того чтобы заготовка не сдвигалась с места, необходимо поместить на матрице 3-4 штифта, которые фиксировали бы заготовку.
Сверху на заготовку накладывают пуансон и ударами тяжелого молотка выгибают заготовку, чтобы она приняла форму матрицы.
Недостатки: невозможность изготовления блесен из толстого листового металла; большой процент брака (перекосы, "гармошки"); необходимость иметь модель - оригинал блесны для изготовления новых блесен.
Достоинства: относительно высокая точность копирования блесен; легкость изготовления инструмента - матрицы и пуансона (этого инструмента хватает, чтобы изготовить до полутора десятков блесен).
2. Матрицу делают из дерева (бук, дуб), а пуансон - из олова, припоев, типографского сплава (гарта). В деревянном бруске с помощью полукруглых и плоских стамесок делают углубление, соответствующее внешней поверхности будущей блесны. Для контроля готовности углубления матрицы в него запрессовывают пластилин и затем осторожно его извлекают. По оттиску судят о готовности матрицы. Когда углубление матрицы будет готово, его покрывают графитом.
Пуансон делают так же, как и при первом методе, да и процесс изготовления блесны тоже ничем не отличается. К матрице же силикатным клеем приклеивают бумажный буртик.
Недостатки: большой процент брака; недолговечность матрицы, (разрушается после изготовления 5-10 блесен); низкая точность копировки блесны; невозможность делать блесны из толстого металла.
Достоинства: относительная легкость изготовления инструмента; возможность изготовления новых блесен (можно фантазировать на ходу).
3. Матрицу делают из дерева, а вместо пуансона применяют несколько специальных правилок.
Матрицу изготавливают так же, как и при втором методе.
Правилки представляют собой отрезки металлических прутков диаметром 4, 6, 8 и 10 мм, закругленные на рабочем конце (рис. 4,а). При изготовлении граненых блесен рабочие концы одной- двух правилок должны быть гранеными (рис. 4, 6).

Заготовку будущей блесны вырезают с припуском 1-1,5 мм, укладывают на углубление матрицы, причем диаметр правилки должен соответствовать углублению матрицы. В узких местах заготовку обрабатывают правилками малого диаметра, и наоборот. Если металл правильно отожжен, то процесс протекает достаточно быстро.
Если у концов блесны или по всей поверхности есть грани, то окончательно заготовку обрабатывают гранеными правилками.
Блесна считается готовой, когда поверхность блесны полностью повторяет углубление матрицы.
Недостаток: нельзя делать блесны из металла толще 0,5-0,7 мм.
Достоинства: относительная легкость изготовления инструмента; возможность делать новые блесны; почти полное отсутствие брака; возможность при изготовлении блесен по ходу работы вносить коррективы.
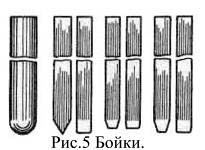
4. Матрицу изготавливают из дерева. Роль пуансона выполняют специальные бойки. Бойки похожи на правилки, но их делают из более толстого пруткового материала диаметром 20, 25 и 30 мм. Конец бойка делают закругленным или граненым (рис. 5).

Боек с закругленным концом с успехом заменяют массивным зубилом или стамеской, тыльный конец которых закруглен. Используют также молотки с круглым бойком.
Надо заметить, что при небольшом навыке углубление матрицы по этому способу не обязательно делать точно похожим на будущую блесну. Можно обходиться двумя ложкообразными углублениями (одно немного меньше другого) и получать при этом любые очертания блесен.
Изготовление блесны начинают с заготовки. Ее вырезают с припуском 1,5-2 мм обязательно из отожженного металла толщиной до 3 мм.
Заготовку помещают на углубление матрицы и легкими частыми ударами соответствующих бойков придают заготовке необходимую форму.
Утверждение, что этим способом нельзя изготовить хорошие блесны, не имеет оснований. Правда, тонкие блесны (вращающиеся, зимние, мелкие блесенки) лучше изготовлять по третьему способу.
Недостатки: есть небольшой процент брака; низкая точность копировки блесен.
Достоинства: легкость изготовления инструмента; возможность конструировать и изготовлять новые блесны, применять металл любой толщины; легкость изготовления блесен; возможность на ходу вносить коррективы в форму блесен.
Фурнитура, которой оснащают подготовленную блесну, играет важную роль в повышении уловистости снасти. Правильная оснастка блесен улучшает их игру, делая ее более живой, а иногда (если это надо), наоборот, - менее подвижной.
Классическую неутяжеленную блесну оснащают так, как показано на рисунке 6. Для улучшения вращения таких блесен берут фарфоровую или стеклянную бусинку. Чтобы вращение лепестка несколько подтормаживалось, бусинку делают из мягких пластмасс - полихлорвинила, полиэтилена и тому подобных. Чтобы еще больше снизить трение во вращающемся сочленении, в лепестке делают сферическое углубление (рис. 7).

У некоторых вращающихся блесен лепесток ставят не непосредственно на стержень, а на специальный скобообразный вертлюжок.
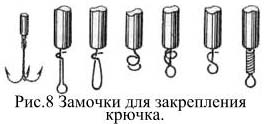
Крючки у вращающихся блесен всех видов одно-, двух- и трехподдевные. Закрепляют их на стержне-оси или с помощью специальных замочков (рис. 8).
При относительно большой массе лепесток блесны, вращаясь при проводке, сильно отклоняется (на большой угол) от стержня, пугая рыбу. При малой массе лепесток как бы прилипает к стержню. Наличие пластмассового подшипника (о нем будет сказано ниже) позволяет создать постоянный угол отклонения лепестка и избавиться от металлического шума.
Постоянный угол вращения лепестка создают за счет дополнительного упора, припаиваемого к внутренней поверхности лепестка, сквозь который проходит стержень (рис. 9).
Имеется целый ряд вращающихся блесен, у которых в силу конструктивных особенностей отсутствует стержень-ось. Примеры оснащения таких блесен показаны на рисунке 10.
.jpg)
У колеблющихся блесен (обычных и утяжеленных) оснастка более простая, и здесь нет такого разнообразия, как у вращающихся блесен. Зато вариантов расположения крючков и их крепления более чем достаточно. Некоторые из них приведены на рисунке 11.
В других случаях, если, например, пользуются небольшой спиннинговой приманкой, а заводской вертлюжок и заводные кольца слишком велики, портят игру блесны, делают небольшие заводные кольца и миниатюрный вертлюжок.
3аводные кольца делают из сталистой (упругой) проволоки диаметром 0,4-0,8 мм. Обычно для этих целей применяется пружинная или рояльная проволока. Очень хороша для изготовления заводных колец и другой фурнитуры нержавеющая проволока.

Для изготовления заводных колец применяется нехитрое приспособление, показанное на рисунке 12,а. Проволоку зажимают тисками между двумя деревянными (буковыми или дубовыми) губами так, чтобы сверху оставался ее конец длиной 1-1,5 см. Конец проволоки заправляют в отверстие воротка и делают один-два начальных витка. Далее с помощью воротка из проволоки навивают плотную пружину, причем за счет повышенного трения в губках проволока сама плотно наворачивается на вороток, образуя компактную пружину. Зубилом с узким лезвием спираль рубят (рис. 12,б) на дюралевой или медной пластинке, каждый раз отступая на полтора-два витка спирали. В результате получаются аккуратные заводные кольца, у которых остается снять напильником излишне острые концы.
Между вертлюжком и блесной или заводным кольцом блесны обычно ставят застежки. Они изготовляются из той же проволоки, что и заводные кольца, с помощью элементарного инструмента: плоскогубцев (лучше "утиный нос") и круглогубцев.

Односторонняя обыкновенная застежка (рис. 13,а) изготовляется с глухой петелькой. Двусторонняя обыкновенная застежка, показанная на рисунке 13,б, естественно, имеет застежки с обеих сторон. Застежки карабинного типа изображены на рисунке 13,в. Лабиринтовые застежки (рис. 13,г) позволяют соединять вертлюжок с заводным кольцом блесны без размыканий. Заводное кольцо проводят по спирали ("восьмерке") лабиринта, и сочленение готово. Оригинальны застежки с подвижной средней частью (рис. 13,д): застежка размыкается, если выступ проволочки утопить в прорези муфточки и последнюю сдвинуть вправо. Застежка с пружинкой (рис. 13,е) раскрывается при сжимании пружинки в ту или иную сторону. Застежка типа английской булавки (рис. 13,ж) неплохо имитирует малька, который убегает от основной блесны. Если на застежку навесить небольшой крючок, получается как бы спаренная блесна. Латунную юбочку застежки полируют и пассивируют или покрывают никелем (серебром).
Вертлюжок (рис. 14) - это элемент снасти, необходимый для того, чтобы при проводке не перекручивалась леска. Вертлюжки иногда неправильно называют карабинчиками. Заводские вертлюжки выпускают сейчас различных видов и разных размеров. Качество их довольно-таки высокое. На практике выясняется, что необходимо иметь надежные вертлюжки всех размеров - от очень мелких (для нахлыста), до крупных (дорожка, морская ловля).

Вертлюжки невозможно сделать без булавок с головками, таких, как на упаковке новых импортных рубашек.
Рассмотрим конструкции некоторых вертлюжков и их изготовление. Наиболее надежными в работе вертлюжками являются, так называемые, полосковые и сделанные на основе отрезков трубочек. Односторонние вертлюжки (рис. 15) изготавливают из листовой латуни или меди толщиной 0,3-0,6 мм. Из листа вырезают полоску шириной 3-5 мм. Ее изгибают, как показано на рисунке (линии сгиба показаны пунктиром), сверлят отверстие под булавку и отверстие в сложных концах под заводное кольцо или для привязывания лески. В последнем случае края отверстия тщательно зенкуют, чтобы не было заусенцев и острых краев.
Двусторонний вертлюжок из полоски металла делают так, как показано на рисунке 16.
Вертлюжки из отрезков трубочек просты в изготовлении, правда, не всегда удается подобрать медную или латунную трубку нужного диаметра.
Трубку нарезают на отрезки шириной 2,5-4 мм в зависимости от диаметра. В каждом колечке сверлят два отверстия под булавки, которые вставляют изнутри и заделывают глухой петлей (рис. 17).


Интересна конструкция мелкого вертлюжка-грузика, применяющегося при ловле нахлыстом или спиннингом мухоблеснами, когда необходимо легко подгрузить приманку. Хорошим материалом для изготовления таких вертлюжков-грузиков служит тонкостенная латунная трубка.
Трубку нарезают на колечки шириной 2,5 мм. Внутреннюю поверхность каждого колечка залуживают. Легче всего это сделать при использовании высокоактивных флюсов типа ЛЭТИ.
Затем сверлят два отверстия под булавки, изготовленные из проволоки диаметром 0,35-0,4 мм, помещают их в колечко, а головки обмазывают размельченным графитом (стержень простого карандашу твердости 2Т-4Т), замешанном на жидком стекле. Состав сохнет 5-6 ч.


Чтобы головки булавок плотно прижались к внутренним стенкам колечка, делают нехитрое приспособление (рис. 18), кусок пружинящей проволоки сгибают рогаткой. Концы рогатки растягивают булавки, заставляя их встать по месту.
Разогретым паяльником внутрь колечка вводят припой ПОС-18 (можно свинец). После застывания припоя булавки проворачивают несколько раз до свободного вращения. Графит на головках служит постоянно действующей смазкой. Концы булавок заделывают в глухие петли и вертлюжок никелируют.
Иногда, например при изготовлении мушек, делают комбинацию вертлюжок - крючок (рис. 19). У крючка отпускают на огне колечко и выпрямляют его. Крючок вставляют в колечко и на него напаивают (медью, серебром) головку. С другой стороны вставляют булавку и заделывают глухой петлей. При оформлении мушки вертлюжок служит головкой.


Оси вращающихся блесен и арматуру приманок делают обычно из стальной проволоки, желательно нержавеющей. Оси вращения для очень мелких блесенок можно делать из жил стальных тросов.
Глаза приманок в последнее время делают из бусинок красных, цветов, зеркальных граненых бусинок, пластмассы. Эта на первый взгляд декоративная отделка придает рыболовной приманке большую уловистость, что надо учитывать в своей практической деятельности. Глаза из прозрачных красных бусинок (достигающих у некоторых зарубежных блесен диаметра 10 мм) ставят следующим образом. В месте постановки глаза сверлят три отверстия: одно по диаметру несколько больше бусинки и два для ее крепления (рис. 20); Такой глаз отсвечивает красным светом и, играя на гранях бусинки, достаточно хорошо имитирует настоящий рыбий глаз.
Немного хуже по качеству глаз, сделанный из прозрачных пластмасс красного цвета. Обычно для этих целей используют пуговицы. Как и в предыдущем случае, сверлят одно большое отверстие под глаз. Из пластмассы выпиливают круглый кусочек, по диаметру несколько больше отверстия в теле приманки. Кусочек пластмассы в разогретом виде запрессовывают в отверстие (рис. 21). Для большей надежности с обеих сторон стыки пластмассы и металла промазывают клеем БФ-2 (БФ-4) .
.jpg)

Глаза из зеркальных бусинок (идущих обычно на изготовление женских украшений) очень эффективны. Некоторые конструкторы приманок, иногда ставят два глаза (один с внешней, а другой с внутренней поверхности приманки).
Глаз ставят следующим образом. Сверлят отверстие, несколько меньшее диаметра зеркальной бусинки. Затем сверлом, диаметр которого несколько больше диаметра бусинки, начальное отверстие рассверливают, но не до конца (рис. 22,а). В отверстии образуется кромка, которая не дает бусинке выпасть. Бусинку вставляют в отверстие блестящей стороной во внешнюю сторону. С обратной стороны бусинку заливают водоупорным клеем или клеящей пастой для предохранения зеркального слоя от разрушения водой. Верхние стыки металла и бусинки также заливают клеем или клеящей пастой (рис. 22,б).
Упорные трубочки для вращающихся блесен, изготовлявшиеся ранее из металла, сейчас обычно делают из хлорвиниловой изоляции проводов. Более твердые упорные трубочки делают из изоляции двужильного звонкового провода, лучше зеленого, коричневого или красного цвета. Провод разрезают вдоль, извлекают из него медную жилу и режут ее на кусочки нужной длины.

Необходимо отметить, что в некоторых случаях лучше применять старые провода, у которых изоляция крепче из-за естественного старения.
Как будет видно дальше, некоторые приманки имеют специальный (укрепленный на теле лепестка) подшипник из пластмассы. Разберемся, что будет, если лепесток приманки с таким подшипником опирается при вращении непосредственно на упорную трубочку. За счет высокого коэффициента трения лепесток будет вращаться относительно медленно. То же, можно сказать, произойдет и в том случае, если лепесток с подшипником опирается на пластмассовую бусинку.
Если же лепесток вращающейся блесны с пластмассовым подшипником опирается на металлическую бусинку, то он будет вращаться быстрее, так как коэффициент трения меньше. И самое быстрое вращение лепестка - при стеклянной бусинке.
Ясно, что все зависит от того, какой замышляется вращающаяся блесна. Если надо, чтобы лепесток вращался при проводке медленнее, то лепесток делают тяжелее, и оба подшипника ставят из пластмассы. Чтобы замедлить вращение, иногда приходится вместо шарика ставить лепесток непосредственно на хлорвиниловую упорную трубочку. Для более живой игры (вращения) блесны металлический лепесток ставят на стеклянную Стеклянные бусинки-подшипники подбирают из подходящих по размеру бус с отверстием, несколько большим, чем ось вращения блесны. Металлические подшипники часто делают в виде отрезка металлическая трубочки, на который опирается подшипник лепестка блесны. Некоторые умельцы делают металлические бусинки-подшипники из двух полусфер бусинку-подшипник.
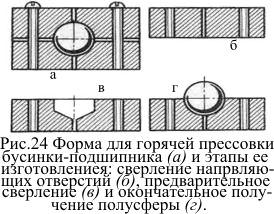
(рис. 23), выдавленных с помощью простейшего штампа из листовок меди или латуни. Половинки (полусферы) спаивают и в полученной бусинке сверлят отверстие под ось. Надо помнить о шуме, который создают металлические и стеклянные бусинки-подшипники во вращающихся блеснах.
Пластмассовые бусинки-подшипники делают обычно из пластмасс (органическое стекло, акрилаты, полистирол) методом литья в форму или методом горячей прессовки.
Для горячей прессовки используют элементарную форму (рис. 24,а), которую делают следующим образом. Подбирают подходящего размера шарик от подшипника и два небольших кусочка листового металла (алюминий, медь) толщиной более половины диаметра шарика. Сверлом диаметром, равным диаметру будущей оси блесны, в обеих металлических пластинках сверлят два направляющих отверстия (рис. 24,б), в которые вставляют шпильку, винт или гвоздь для центровки пластин. В сложенных и зацентрированных пластинах сверлят 2-4 направляющих отверстия.
Пластины разъединяют и в них сверлом, диаметр которого равен диаметру шарикоподшипника, делают углубления (рис. 24,в), пока углубление не приобретает форму полусферы (рис. 24,г).
Напильником зачищают все неровности. В ранее просверленные отверстия ставят заклепки (или отрезки гвоздей) так, чтобы в одной пластине они были туго посажены и в то же время легко входили в направляющее отверстие другой пластины.
Кусочек термопластичной массы, по объему несколько больший объема будущей бусинки, помещают в углублении между пластинами. Сверху прикладывают разогретый утюг и слегка сдавливают им пластины. Пластмасса размягчается и заполняет сферический объем между пластинами.
После остывания, через малое направляющее отверстие в бусинке сверлят отверстие и извлекают бусинку из формы.

Рассмотрим порядок изготовления некоторых типов блесен.
Блесна "Универсальная" изготавливается методом штамповки.
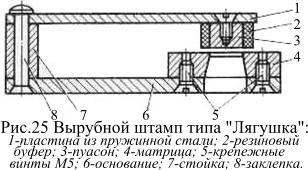
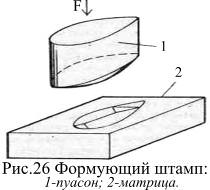
Штамп состоит из матрицы и пуансона. Предварительно делают вырубной штамп типа "Лягушка" (рис. 25) и формовочный штамп (рис. 26). Если нет возможности изготовить вырубной штамп, можно сделать шаблон и, по нему вырезать ножницами заготовку будущей блесны.

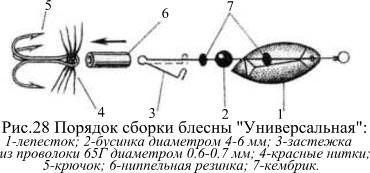
По заранее изготовленному шаблону очерчивают заготовку блесны "Универсальная" (рис. 27). Личным напильником опиливают неровности после ножниц. Зашкуривают окислившийся после отжига материал. Вкладывают заготовку в матрицу штампа, прижимают пуансоном и ударом молотка формуют блесну. Затем ставят керн по центру лобовой части блесны и просверливают отверстие диаметром 1-1,2 мм. Берут проволоку диаметром 0,6-0,7 мм и сгибают застежку 3, как показано на рисунке 28. На застегнутую застежку надевают кембрик - кусочек хлорвиниловой оплетки провода, после чего насаживают бусинку или специально изготовленный водоотражатель, еще кембрик, блесну и скручивают ушко. На заранее подготовленный тройник надевают кембрик или твистер, расстегивают булавку, надевают на нее тройник, застегивают булавку и сдвигают твистер или кембрик на несколько миллиметров выше сочленения булавки с ушком крючка. Если блесну оснащают шерстинками, то сдвигают кембрик на булавку так, чтобы освободилось ушко тройника, протягивают через него кончики шерстяных или каких-либо других ниток, и, сдвинув кембрик на сочленение, зажимают их. Подрезают полученное оперение по размеру. Эта блесна хорошо заводится при свободном погружении, уловиста, универсальна и проста в изготовлении.
.jpg)
Блесну "Шторлек" изготавливают по четвертому способу методом выбивания.
Для изготовления блесны необходимо иметь матрицу из дерева и пластмассы с тремя углублениями (рис. 29). Контуры углубления делают произвольно, без какой-либо определенной формы, лишь бы их обводы соответствовали размерам будущей блесны. Для наглядности на рисунке 30 приведены размеры блесны типа "Шторлек" и углублений.
Заготовку - латунный или медный лист толщиной 2 мм - кладут на углубление и самым крупным бойком сильными ударами выбивают наиболее крутую часть (см. рис. 29). Нужный изгиб у краев этого углубления делают бойком небольшого диаметра на втором углублении. На третьем углублении выбивают шейку блесны и ее носик, который у "Шторлека" немного отогнут в противоположную сторону.
Правильность обработки контролируют путем сравнения с образцом, взятым за эталон. При копировании блесны с рисунка это делают по картонным шаблонам, изготовленным для 3-5 сечений (один обязательно для продольного профиля блесны).

Края готовой заготовки опиливают, внешнюю поверхность выравнивают, шлифуют и полируют, затем высверливают отверстия под заводные кольца. Блесну раскрашивают или серебрят.
Блесну "Плоскоспинка", имеющую глубокий и равномерный изгиб по всей длине, также изготавливают методом выбивания. Блесна предназначена для ловли щуки, окуня, судака и других хищников.
Одно углубление в матрице (рис. 31,а) должно соответствовать контурам блесны, другое делают для того, чтобы придать соответствующую крутизну ее краям.
Заготовку (толщина металла 1 мм) кладут на матрицу и самым крупным бойком блесну выбивают по всему контуру, затем меньшим по размеру бойком создают более крутые края у блесны. В результате этих операций блесна приобретает очень большую поперечную крутизну, и ее необходимо осадить. Делается это на ровной поверхности обычным молотком несильными ударами с таким расчетом, чтобы получилась плоская спинка, придающая блесне своеобразную игру (рис. 31,б). Поверхность выравнивают ударами небольшого молотка изнутри блесны.

Дальнейшая обработка блесны заключается в запиливании краев, высверливании отверстий под заводные кольца, шлифовке, полировке. Для обработки блесен применяют самодельный инструмент (рис. 32). Он представляет собой стальной стержень, в отверстии которого завальцован небольшой (2,5-3,5 мм) шарик от подшипника. При надобности блесну серебрят, никелируют, пассивируют и окрашивают.
Блесна "Канада" отличается от описанных тем, что ее хвостовая часть делается гофрированной.
Хвостовую часть кладут на специально подготовленную матрицу (считаем, что в заготовке углубление сделано) с продольными выемками, соответствующими будущему гофр у блесны (рис. 33). Затупленным зубилом при помощи молотка делают четыре гофра, после чего их подравнивают и блесну обрабатывают обычным порядком.
Блесна "Байкал" изготавливается методом выдавливания правилками на пластмассовой или деревянной матрице.

Заготовку вырезают из отожженной латуни или меди толщиной 0,4-0,6 мм с припуском 1,5-2 мм. Заготовку точно фиксируют штифтами над углублением матрицы и лишь после этого выдавливают блесну сначала правилкой большого диаметра, а затем, по мере надобности, диаметр правилок уменьшают. При выдавливании блесны "Байкал" можно обойтись одной самой крупной правилкой. Когда заготовка всей поверхностью сядет в углубление матрицы, выдавливание заканчивают. Края блесны запиливают. Поверхность шлифуют и полируют. Сверлят отверстия для посадки лепестка блесны на стержень. Блесну серебрят или пассивируют.
Блесна, названная автором "Граненая удача" (рис. 34), имеет на своей поверхности грани и также изготавливается методой выдавливания.
Заготовку из отожженного металла (латунь, медь) толщиной 0,4-0,45 мм выдавливают обычным методом круглой правилкой (крупной) до тех пор, пока поверхность заготовки не сядет на грани, сделанные в матрице (рис. 34,б). Окончательную обработку блесны делают граненой правилкой, добиваясь, чтобы блесна полностью повторяла форму углубления. Граненую правилку при обработке перемещают вдоль по граням с легким нажимом, причем сначала осаживают металл в углубление, а затем выравнивают плоскость правилки.

Дальнейшую отделку блесны проводят так же, как и в предыдущих случаях. Получается весьма добычливая вращающаяся блесна.
"Бутербродные" блесны делают так. Изготовляют две одинаковые по форме блесны из разных металлов, а затем спаивают их или прикрепляют одну к другой заклепками. Получают довольно тяжелую блесну с двумя различными поверхностями (внешняя - латунная, внутренняя - из красной меди). При желании между двумя заготовками закрепляют тонкую свинцовую пластину и тем самым получают еще более тяжелую блесну.
При изготовлении "бутербродных" блесен заготовки лучше делать методом выдавливания. Толщина свинцовой пластины (обычно от оболочки кабеля) может быть уменьшена путем раскатывания или расковывания.
Соединяют заготовки (лепестки) и свинец в одну конструкцию так. Лепестки залуживают по краю всего периметра со стороны, которая будет прилегать к свинцу. Затем все три детали складывают, крепко сжимают и пропаивают с торца по всему периметру с применением флюса.

Другой путь изготовления "бутербродных" блесен - пайка сложением. Две подготовленные заготовки залуживают: внешнюю внутри, внутреннюю снаружи. Внешний лепесток нагревают на огне. Внутрь лепестка помещают определенное количество припоя ПОС-18 (можно любого другого). Как только припой расплавится, во внешний лепесток вставляют внутренний. Лепестки сжимают до тех пор, пока из торцов не покажутся капельки припоя. После этого сжатые лепестки охлаждают и горячим паяльником снимают с краев припой.
"Бутербродные" блесны с залитым между двумя лепестками припоем хороши тем, что позволяют получать снасть любой массы из довольно тонкого листового материала. Последний (имея иногда толщину 0,25-0,3 мм) очень хорошо обрабатывается методом выдавливания.
Неплохие "бутербродные" блесны получаются, если внешний лепесток выгнут несколько круче, чем внутренний. Пайка такой блесны сложением дает конструкцию с хорошими гидродинамическими формами (рис. 35).
Если "бутербродную" блесну делают из двух заготовок (лепестков) достаточной массы и их надо только спаять, не увеличивая массу блесны, то используют специальную паяльную пасту: смесь опилок припоя (30%) и порошка канифоли (70%), смоченных спиртом до пастообразного состояния. Между двумя заготовками предварительно зачищенными шкуркой, помещают тонкий слой паяльной пасты; заготовки сжимают и нагревают до тех пор, пока паста не расплавится. Затем детали охлаждают в зажатом состоянии - и блесна готова. Отделка блесны обычная.
"Бутербродные" блесны делают из алюминия. Лепестки с проложенным между ними листовым свинцом скрепляют 2-3 заклепками или спаивают.
Из алюминия делают также вращающиеся блесны способом выдавливания. Если учесть, что алюминии легко купить (продается даже покрытый медной фольгой) и что он легко покрывается никелем и другими металлами, то можно с уверенностью сказать, что внешне такие блесны могут ничем не, отличаться от латунных и медных, а игра у них иногда лучше.
При необходимости алюминиевый лепесток вращающейся блесны утяжеляют, закрепляя груз в нужных местах 1-3 заклепками.
Мормышки. Рыболовами предложено много рецептов изготовления мормышек. Вот некоторые из них.
Наварить на круглом стержне металлическое колечко с внешним диаметром 4-6 мм (можно воспользоваться заводным кольцом подходящего размера), подготовить его к пайке, протравив в кислоте. Просунуть между витками облуженное цевье крючка с колечком и вставить по центру швейную иглу (рис. 36), смазанную, например, подсолнечным маслом. Залить оловом или свинцом. Из теплой еще мормышки вынуть иглу и обработать мормышку напильником, шкуркой.


Двухцветная мормышка, получится, если взять, подходящего размера шарик от старого подшипника и вдавить его до половины в деревянный брус. Шарик вынуть, ямку накрыть кусочком металлической фольги толщиной 0,2-0,4 мм, положить шарик на фольгу над ямкой и ударить молотком (рис. 37,а). Полученную полусферу аккуратно обрезать по краям. Подготовить к пайке полусферу и цевье крючка с колечком. Пробить иглой по центру полусферы отверстие (рис. 37,б). Иглу вынуть, смазать, опять вставить в пробитое отверстие, надеть на нее крючок, залить оловом или свинцом и затем вынуть иглу. Мормышка получается двухцветная. нижняя часть белая, желтая или медно-красная в зависимости от цвета фольги, верхняя - серебристо-белая (если шарик оловянный) или синевато-серая (если шарик свинцовый).
Легко изготовить мормышку из использованного капсюля охотничьего патрона. Для этого сбоку капсюля делают прорезь, капсюль и крючок с колечком лудят, вставляют крючок в прорезь капсюля, прихватывают по центру швейной иглой и заливают свинцом либо оловом.
Осталось вынуть иглу, обработать изделие напильником - мормышка готова (рис. 38).
Если конец металлического прутка обработать в виде лодочки и сделать им углубление в бруске, то удастся получить хорошие продолговатые мормышки. Они будут зацепистее и привлекательнее для обитателей глубин, когда имеют отверстие под углом 45 градусов (рис. 39).


Мормышки кустарного, ровно, как и заводского, производства все до единой следует заранее подготовить к ловле: проверить отверстия, сгладить грани, иначе леска на остром перегибе оборвется при поклевке мало-мальски увесистого экземпляра. В крупных мормышках отверстие желательно расширить и вставить в него трубочку от тонкого монтажного провода (рис. 40).
.jpg)
При изготовлении мормышки фиксировать детали в том или ином положении удобно с помощью пластилина.
Лучшие мормышки имеют максимальную массу при минимальном размере. Достигается это использованием металла с большой плотностью.
Изготовить их непросто: тяжелые сплавы с трудом поддаются обработке и совсем не паяются оловом, если не покрыть их предварительно гальванической медью. Есть, однако, несколько относительно простых способов изготовления мормышек из твердых сплавов.
Из прутка на токарном станке выпиливают (можно напильником) или вытачивают резцом шарик или капельку (рис. 41), затем газовой горелкой или фефкой с одного бока облуживают его серебряным или медным припоем.

В припое выпиливают паз, куда вставляют облуженный крючок с предварительно отогнутым колечком, и паз заливают оловом. Если крючки с лопаточкой, то цевье предварительно "отпускают", изгибают, травят в кислоте, облуживают и припаивают. Перед пайкой между цевьем крючка и телом мормышки вставляют нихромовую или константановую проволочку, которую после пайки вынимают. На ее месте образуется отверстие, в которое продевают леску. Как видите, самая трудная операция - покрытие мормышки серебряным или медным припоем.
Можно изготовить и мормышку "Столбик" (рис. 42). Она удобна тем, что рыба ее обычно не заглатывает, крючок остается во рту, а тело мормышки - снаружи. Клев на "Столбик" на некоторых водоемах даже немного лучше, чем на приманки других форм.

Есть еще один способ изготовления тяжелых мормышек: шарик из сплава закатывают в латунную или медную фольгу и затем припаивают крючок по уже описанной технологии. Вместо фольги можно использовать мягкую медную сеточку (один из электродов отслужившей свой срок радиолампы).
Мормышки, полностью изготовленные из свинца и сплавов, обрабатывают тупым концом крупной иглы, натирая им мормышку с небольшим давлением. Эта операция носит название "наклеп". При обработке иголкой верхние слои металла уплотняются и полируются. За счет такой обработки свинцовые мормышки относительно долго остаются блестящими.
Методом наклепа можно обрабатывать не только маленькие свинцовые мормышки, но и большие блесны из латуни и меди.
По материалам сайта http://fisherman.altnet.ru
| # 2 ноября 2012 в 13:47 0 |
| спасибо большое , поймал много ,вот теперь жена жарит. |

Активный отдых, некогда популярный, сегодня начинает отвоевывать свои прежние позиции. Дело в том, что современные горожане, уже пресыщенные благами цивилизации, стараются не упустить ни одного шанса отвлечься от привычной городской обстановки.
Для каждого человека слово отдых обозначает разные понятия. Проще говоря, для разных людей слово отдых воспринимается по-разному. Для кого-то это лежание на диване, просмотр любимых фильмов, чтение книг, для других пляж, лыжи, а кто-то не представляет своего отдыха без рыбалки или охоты.
Настали теплые дни, скоро закончится учебный год, и повсюду начнутся экскурсионные туры. Родители и педагоги задаются вопросом: как организовать детям интересное и полезное времяпрепровождение
Аквариум — это не только маленький и уютный домик для рыбок, креветок, улиток и других подводных жителей, но и часть интерьера. Поэтому так важно создать уникальный и привлекательный дизайн.
Цифровые приборы стали незаменимыми помощниками человека во всех сторонах жизни. Неудивительно, что модернизация затронула и такую сторону жизни, как охота и рыбалка. Особенно облегчил долю рыбака небольшой, но полезный прибор - эхолот.
|
|
|
|


